








Snapshot scanning for sawmills
Snapshot scanning for sawmills

How to prevent the waney board blues?
We all know that sawmilling is a special type of manufacturing. Instead of assembling products from a variety of known components, we produce goods by breaking down logs into finished lumber. The logs we start with are not standardized components with known sizes and shapes (wouldn’t that be nice?), but complex organic structures that can vary wildly from one piece to the next. Even within the same species, no two logs are exactly alike. It’s this variability that makes scanning a mission critical part of the lumber manufacturing process. It’s also this difference that makes sawmill scanning equipment so unique when compared to other industries. For example, consider the sawmill snapshot scanner – a device so specialized for breaking down wood that you won’t find it used in any other industries.
A 3D laser scanner uses lasers and cameras to define the size and shape of an object. In a sawmill, this object can be a stem, log, flitch, cant, or board. Optimization software uses this measurement to determine the best cutting solution for each piece. “Best” usually boils down to “maximizes profit”, but there are many complex decisions made at each step of the breakdown process.
In most machine centres, the log or board moves through the lasers, allowing the scanner to capture its size and shape hundreds of times per second. These measurements are combined to generate a very accurate and dense 3D model of the wood.
However, in certain sawmill systems, it’s impractical to move the piece in order to scan it. This commonly occurs with end doggers, C-frames or other very short-coupled machine centres. Here, a snapshot scanner combines many lasers together in one package to take many measurements simultaneously, at each laser cross-section on wood. Multiple snapshot scan heads are arranged end-to-end to cover the entire length of the pieces being scanned.
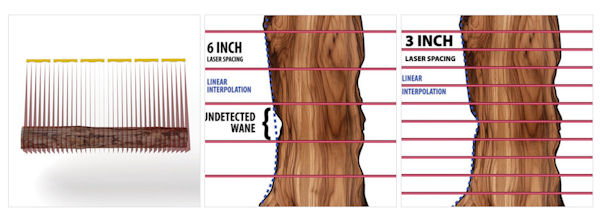
A true snapshot scan – one that does not move the piece at all – leaves gaps in the measurement, basically anywhere there isn’t a laser. The closer the lasers are to each other, the smaller those gaps are. This distance between lasers is referred to as the laser spacing of a snapshot scanner.
The industry standard for laser spacing has been around six inches for many years. However, as you’ll see in Figure 1, a lot can happen in those six-inch sections between measurements.
The bottom line
So, why should a sawmill care about missing data in their snapshot scans? Because it costs them money!
When faced with gaps in the data, optimization software typically uses a method like “linear interpolation” to fill them in. This is essentially connecting the dots between known data points using straight lines. The problem occurs when the linear interpolation inaccurately represents the scanned wood. For example, the optimizer may think it’s providing the solution for a square-edged board, but the machine puts out a waney board instead.
So, how does this happen? Wherever a log or flitch narrows within a six-inch section between lasers, as in Figure 1, the scanner will not see it. Remember, it can only see where the laser touches the wood. Consequently, the optimizer assumes there is good wood where there is none, resulting in a solution that doesn’t reflect reality. Errors like these end up costing you in the form of lower-quality boards and unusable waste. Fortunately, there’s a simple fix!
 A second-generation snapshot scanner on a TS Manufacturing short-infeed edger.
A second-generation snapshot scanner on a TS Manufacturing short-infeed edger.
By reducing the laser spacing to three inches, the latest scan head can see twice as much as before. This leads to fewer and smaller undetected areas, reducing unexpected wane in your cuts. Your optimizer, like you, wants as much relevant information as possible to make an informed decision.
Beyond the snapshot
Snapshot-style scanners are also found in machine centres that don’t require a true snapshot. Places like the carriage headrig and short-coupled edgers also benefit from the tight laser spacing. A six-inch laser spacing allows for scanning an entire log or board’s length in just six inches of travel. This allows for faster scan speeds, affording more time for optimization, while also significantly reducing the length of infeeds when space is limited. Further reducing laser spacing will let you operate even faster without sacrificing quality.
The modern automated sawmill is a unique kind of factory requiring specialized equipment. Scanning hardware is no exception.
Source: Canadian Forest Industries










